这里采用松下PLC(FP—X(260T)与威纶触摸屏(Weinview MT506)设计一个控制系统。实践效果表明,完全能够达到双头盲孔钻机的没计要求。
可编程逻辑控制器(PLC)具有稳定性好,控制精度高等优点,常被当作控制器来使用;而触摸屏的加入,即增强了人机交互的空间,还能在一定程度上减少PLC的外部I/O点的使用以及减轻系统连线复杂程度,由二者组合在一起的控制系统越来越广泛地应用在工业生产的各个领域。
双头盲孔钻机是一种在实体材料上进行钻孔加工的常用机床,广泛应用于模具、汽车、机床制造等行业的零件加工生产当中。传统的手工加工,不仅速度慢,而且还极容易出错,导致产品生产率低下。
1工艺控制要求与控制系统组成
双头盲孔钻机机械图如图1所示,它主要由6个气缸,4个步进电机,2个主轴电机组成。其中,气缸1起到压紧加工件的作用;气缸2用于定位作用,使得刀具与加工点处在同一水平线上;气缸3起紧固加工件的作用,防止加工时加工件因外力松动滑离加工位置;气缸4用于旋转工件,当一个表面加工完成,需要进行第二个表面加工,进行第二次加工时,需要将加工件旋转一次;气缸5,6起到对准加工件中心位置的作用。
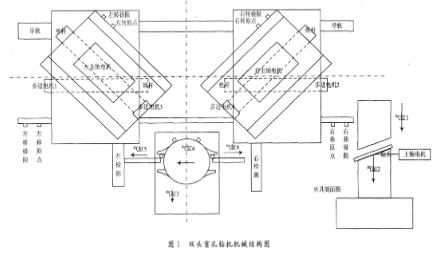
4个步进电机分别控制4个轴向运动,左右移动电机向加工平台方向移动,将搭载有主轴电机的两个左右钻电机靠近加工平台;左右钻电机负责推送主轴电机前进进行钻孔加工,主轴电机安装有刀具。在加工过程中,如果一次性加工完成,则因加工深度太深,冷却液难以进入,导致刀具温度过高而被烧坏,铁屑也难以排出,进而导致加工失误,影响加工精度及生产效率,因此,在加工过程中,需要周期性地从待加工件中退出刀具,起到退屑、散热的作用。
1.1 系统工艺控制要求
双头盲孔钻机的控制动作主要分为气缸动作和电机控制动作。其中,气缸动作完成加工件的夹紧、推料到位等工作;电机动作完成电机的自动加工动作。主要的控制要求有:
(1)具有手/自动功能状态。手动时,要求可以对工序中气缸动作与电机动作的每个步骤进行独立操作,以便于试机调试。自动方式运行时,需严格按照工艺步骤时序要求运行。
(2)左右钻电机必须是在左右移电机动作完成之后才能开始动作,以保证刀具不会碰到其他部件而被损坏。
(3)钻孔时,要求左右钻电机周期性地前进后退,推送主轴电机及刀具完成整个加工动作,即需将一个加工分成多个小线段加工,保证每次前进加工后都能使得刀具从待加工件中退出,起到退屑和冷却的作用效果。
(4)需要有急停保护措施。急停按钮一按,产生报警信号,同时机床所有部件动作均停止,只能回零操作有效。回零操作启动的同时报警取消。
(5)需要有换刀、对刀功能。当发现刀具不利时,换完刀具之后,要进行自动对刀操作。
1.2 系统体系结构
控制系统采用松下PLC与威纶触摸屏相结合的方式:威纶触摸屏主要用于加工工艺参数的设置以及对PLC发送控制信号和显示PLC的状态信息(比如报警信息,正在进行的工序号信息等),通过触摸屏软件编程,将触摸屏中的变量直接映射到PLC中,使得在触摸屏上的各个动作能够直接反映在PLC中;PLC通过读取现场的输入信号以及触摸屏的控制信号,按照预先编好的程序进行程序扫描之后,输出控制信号到机床,以控制电机或者气缸动作;现场传感器输入信号由左右移电机极限位置、原点传感器与左右钻电机极限位置、原点传感器和主轴电机电流传感器等输入信号组成。
2 硬件设计
综合考虑系统工艺要求,选用松下公司生产的FP—X C60T PLC。该PLC具有4个脉冲输出,由于每个脉冲输出均有一个脉冲输出口和脉冲方向输出口以及原点位置和极限位置输入口,故需占用4×4=16个I/O口;再根据系统的其他控制要求,需设定4个输入口(主轴超限电流和急停、启动输入)和10个输出口(包括对5个气缸的控制输出和报警信号、油泵信号,主轴电机过流输出信号等)。
触摸屏选用威纶Weinview MT506触摸屏,其开发软件是Easy Builder,简单易学。
3 软件设计
3.1 PLC软件设计
松下FP—X C60T采用FPWIN GR Ver.2.72软件进行编程设计,可采用梯形图语言和顺序功能图语言进行编程,本设计采用梯形图编程。
软件设计包括手动方式和自动方式设计,其中手动方式要求对各个动作都能单独独立运行,自动方式操作时需要严格按照工艺要求的操作流程来完成整套动作。软件设计流程如图2所示。
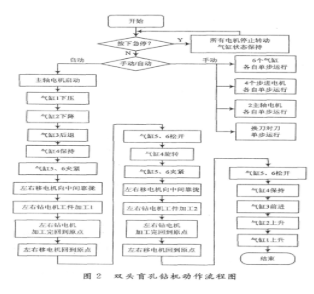
3.1.1 自动方式设计
双头盲孔钻机自动方式下的工作流程如图2所示。由于自动方式具有较严格的工艺流程要求,编程时采用松下PLC的步进转移指令:SSTP,NSTL,NSTP,CSTP,STPE等5条指令。而对于步进电机的控制,则直接采用松下PLC中的脉冲输出指令F171(SPDH),F172(PLSH)指令。通过设置脉冲输出指令控制字,还可以调节步进电机的最低速,最高速以及加速时间,脉冲个数等。使用松下PLC,对步进电机的控制很方便。
3.1.2 手动方式设计
手动方式一般用于试机运行及调试阶段。设计有6个气缸单步运行,4个步进电机单步执行,2个主轴电机单步执行。对于步进电机控制,采用调用子函数的方法来对各个步进电机进行单步运行。除此之外,换刀对刀功能也需要在手动下完成。
3.1.3 步进电机控制技巧
针对步进电机控制,采用松下PLC的特殊指令F171与F172。其中,针对F171有两种不同的控制,一种是梯形图控制,另外一种是原点返回控制。两种控制通过设定数据表来选择。这个指令可以用在自动方式下的步进电机控制。对于指令172(PLSH)是JOG控制,可以用于手动方式的电机控制。
3.1.4 急停功能设计
当发生任何故障或者紧急情况时,需要有急停保护措施。一旦按下急停按钮,对于气缸来说,则保持原状态不变;对步进电机来说,则需要将其脉冲输出停止,使得电机停止转动。这可以通过设置脉冲输出的控制命令字来完成。一旦出现紧急情况,则触发急停按钮,关闭脉冲输出指令,步进电机停止,同时报警信号产生。等按下回零按钮时,报警信号关闭,各步进电机回到原点。同时,还需要对PLC系统中的一些内部数据进行初始化,以备报警信号消除之后,钻床能够继续进行加工,而不是在故障发生时的状况下继续运作。
3.2 触摸屏设计
触摸屏设计包括创建人机界面和实现与PLC主机之间的通信两个方面的设计。
3.2.1 触摸屏人机界面设计
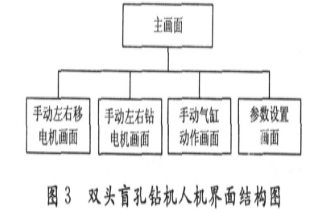
使用Easy BuiIder软件设计人机界面。该软件提供了多种控制器件库、图形空间和功能组件。根据系统工艺要求,配置有主画面、手动1、手动2、手动3和参数界面共4个界面。其中,主界面配置的部件有回零点、换刀对刀按钮,手/自动切换按钮、主轴电机按钮、气缸油泵按钮、启动按钮还有急停按钮;手动1、手动2是分别对左右移电机、左右钻电机进行手动单独控制,均设有快/慢速切换按钮、左右前进按钮和左右后退按钮、同时前进、同时后退按钮等;手动3界面是对6个气缸的单独手动控制,分别为各个气缸分配了一个按钮;参数界面主要设定工件加工初始位置、钻孔深度、进刀量等参数。图3为双头盲孔钻机人机界面的结构图。
3.2.2 触摸屏与PLC的通信
设定人机界面中的变量,使其与PLC中的相应I/O点或存储单元之间建立联系,实现触摸屏对PLC的控制及参数的输入,控制PLC的运行状态。
除此之外,还需要设定触摸屏与PLC之间的通讯参数,实现触摸屏与PLC之间的通讯。
在钻机系统中,采用PLC控制,使得系统硬件电路设计简单可靠,而触摸屏的设计,即增强了人机交互能力,同时也大大减少了传统控制方法中的开关、按钮、指示灯、仪表等电子器件的使用,还间接地减少了PLC外部I/O点的使用,简化了系统的硬件设计。两者的结合,综合了各自的优点,不但操作方便,系统性能也更加安全可靠,具有广阔的应用前景。