感应加热电源
感应加热电源对金属材料加热效率最高、速度最快,且低耗环保。它已经广泛应用于各行各业对金属材料的热加工、热处理、热装配及焊接、熔炼等工艺中。感应加热电源由两部分组成,一部分是提供能量的交流电源,也称变频电源;另一部分是完成电磁感应能量转换的感应线圈,称感应器。
感应加热电源技术
串联与并联
感应加热电源逆变器主要有并联逆变器和串联逆变器,串联逆变器输出可等效为一低阻抗的电压源,当两电压源并联时,相互间的幅值、相位和频率不同或波动时将导致很大的环流,以至逆变器件的电流产生严重不均,因此,串联逆变器存在并机扩容困难;而对并联逆变器,逆变器输入端的直流大电抗器可充当各并联逆变器之间的电流缓冲环节,使得输入端的AG/DG或DG/DG环节有足够的时间来纠正直流电流的偏差,达到多机并联扩容,晶体管化超音频、高频电流多采用并联逆变器结构,并联逆变器易于模块化、大容量化是其中的一个主要原因。
感应加热电源的负载对象各式各样,而电源逆变器与负载是一有机的整体,一般采用匹配变压器连接电源和负载感应器,高频、超音频电源用的匹配变压器从磁性材料到绕组结构正在得到进一步的优化改进,同时,从电路拓扑上可以用三无源元件代替二无源元件,以取消变压器,实现高效、低成本匹配。
感应加热电源,晶闸管、晶体管与电子管式在国内均能生产。晶闸管电源已生产应用多年。IGBT电源因其优点更多而更为用户所采用。IGBT电源电效率高、低压,但价格较高,正在逐步取代电子管高频电源。手提式小型高频电源因价廉、方便,在国内应用广泛,甚至进入国外市场。
退火和回火应用
退火将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度最慢),目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。
使用感应加热代替气体或加热炉进行预热具有多项优点。热传导能够直接进行,这将最大程度地减少热损失和能量损耗,增加生产效率,提升产品质量。同时,可以对热量进行精确控制,这样可以降低焊接时的温度,从而降低冷却速度。另外,还有利于减少冷裂和淬硬的风险,使用感应加热,您无需再面对热气逼人的火焰,从而改善工作环境,减少对散热系统的需求,降低火灾危险。
高频感应加热电源的特点和应用
感应加热设备的主要优点是:
①不必整体加热,工件变形小,电能消耗小。
②无公害。
③加热速度快,工件表面氧化脱碳较轻。
④表面淬硬层可根据需要进行调整,易于控制。
⑤感应加热设备可以安装在机械加工生产线上,易于实现机械化和自动化,便于管理,且可减少运输,节约人力,提高生产效率。
⑥淬硬层马氏体组织较细,硬度、强度、韧性都较高。⑦表面淬火后工件表层有较大压缩内应力,工件抗疲劳破断能力较高。感应加热热处理也有一些缺点。与火焰淬火相比,感应加热设备较复杂,而且适应性较差,对某些形状复杂的工件难以保证质量。
感应加热设备广泛用于齿轮、轴、曲轴、凸轮、轧辊等工件的表面淬火,目的是提高这些工件的耐磨性和抗疲劳破断的能力。汽车后半轴采用感应加热表面淬火,设计载荷下的疲劳循环次数比用调质处理约提高10倍。感应加热表面淬火的工件材料一般为中碳钢。为适应某些工件的特殊需要,已研制出供感应加热表面淬火专用的低淬透性钢。高碳钢和铸铁制造的工件也可采用感应加热表面淬火。淬冷介质常用水或高分子聚合物水溶液。
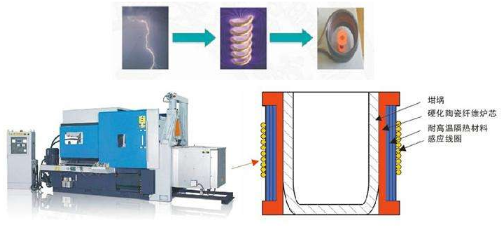
感应加热热处理的设备主要由电源设备、淬火机床和感应器组成。 电源设备的主要作用是输出频率适宜的交变电流。高频电流电源设备有电子管高频发生器和可控硅变频器两种。中频电流电源设备是发电机组。一般电源设备只能输出一种频率的电流,有些设备可以改变电流频率,也可以直接用50赫的工频电流进行感应加热。
高频感应加热电源设备的选择与工件要求的加热层深度有关。加热层深的工件,应使用电流频率较低的电源设备;加热层浅的工件,应使用电流频率较高的电源设备。选择电源设备的另一条件是设备功率。加热表面面积增大,需要的电源功率相应加大。当加热表面面积过大时或电源功率不足时,可采用连续加热的方法,使工件和感应器相对移动,前边加热,后边冷却。但最好还是对整个加热表面一次加热。这样可以利用工件心部余热使淬硬的表层回火,从而使工艺简化,还可节约电能。 感应加热淬火机床的主要作用是使工件定位并进行必要的运动。此外还应附有提供淬火介质的装置。淬火机床可分为标准机床和专用机床,前者适用于一般工件,后者适用于大量生产的复杂工件。
进行感应加热热处理时,为保证热处理质量和提高热效率,必须根据工件的形状和要求,设计制造结构适当的感应器。常用的感应器有外表面加热感应器、内孔加热感应器、平面加热感应器、通用型加热感应器、特型加热感应器、单一型加热感应器、复合型加热感应器,熔炼加热炉等。