1 问题的提出
在数控车床的加工中,切削力的测量甚为重要。通过对切削力的测量可以分析与研究数控车床各零部件、机构或结构的受力情况和工作状态,验证设计和计算结果的正确性,确定整机工作过程中的负载谱和某些物理现象的机理。因此,他对发展设计理论、保证数控机床安全可靠地运行以及实现数控机床自动加工、自动检测、自动控制和切削力过载报警等都具有十分重要的作用和适用价值。
2 系统硬件接口电路的设计
系统硬件原理框图如图1所示。系统以AT89C51单片机为控制核心,外围电路针对单片机的功能特点而设计,充分利用了AT89C51单片机片内资源丰富的特点,简化了外围电路,提高了可靠性。下面对系统中主要功能模块与硬件可靠性技术逐一分析。
图1 系统硬件原理框图

2.1 切削合力与分力
为了便于测量和研究数控车床切削力起见,尤其是为了适应生产中设计和使用数控机床、刀具和夹具的需要,一般都把总切削力Fr分解成三个互相垂直方向的力,即Fz、Fy、Fx来研究。
2.2 测力传感器
通常测力仪中最常用的传感器是电阻丝应变片和压电晶体。我们所设计的八角环测力仪是一种电阻丝应变片式的测力仪。其工作原理是测力仪的八角环是弹性元件,在环的内外壁上粘贴电阻应变片,并连结成三个电桥以作为测定X、Y、Z三个方向切削力的传感器,在数控车床车削时,车削力经工件转动传递于车刀上,再由车刀刀杆传递到八角环,八角环的变形使紧贴在其上的电阻应变片也随之变形,电阻值R发生了变化(R±ΔR)。当应变片受拉伸时,电阻丝直径变细,电阻值增大(R+ΔR),当应变片受压缩变形时,电阻丝直径变粗,电阻值变小(R-ΔR),从而输出正比例电信号。实验得知,由于电阻应变片的电阻变化很小,所以必须将信号放大到0—5V后才能输入单片机控制系统进行相应的处理。
电阻应变片组成的电桥如图2所示。a)图为等臂全桥电路,b)图为卧式半桥电路。
图2 电阻应变片组成的电桥
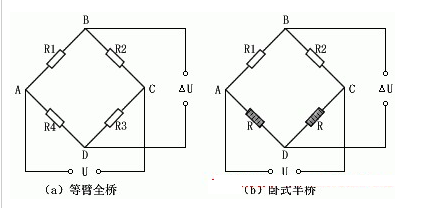
图2中a)为由电阻应变片所组成的电桥R1、R2、R3、R4分别为四个电桥桥臂的电阻。当A、C端加以一定的桥压U时则B、D端的输出电压 U由下式求得:
(1)
由式(1)可知,当R1R3=R2R4时,电桥输出电压ΔU=0,即电桥处于平衡,这就是在进行切削力测量前必须进行的电桥平衡的调节工作。
在切削力的作用下,应变片的电阻发生变化,破坏了电桥的平衡。若R1、R2、R3、R4分别产生ΔR1 、ΔR2 、ΔR3 、ΔR4的电阻变化,则由式(1)电桥的输出电压为:
(2)
由式(2)可以看出电桥的一个重要性质,当电桥相邻两臂有符号相同的电阻变化时,电桥输出电压为两桥电阻变化相减的结果。因此,在测力仪接桥时,为使电桥有较大的输出,则应使电桥相邻两臂有符号相反的电阻变化,而相对两臂有符号相同的变化。这就是本测力仪布片于接桥的原则。
测力仪常用的电桥有等臂全桥(电桥由四个臂组成,R1=R2=R3=R4)及半桥(电桥由两个臂加上两个固定电阻组成,R1=R2=R),如图2所示。由式(2)两种电桥的输出电压为:
全桥:ΔU=U/4R(ΔR1-ΔR2+ΔR3-ΔR4) (3)
半桥:ΔU=U/4R(ΔR1-ΔR2) (4)
比较(3)和(4)可知,当 ΔR1= ΔR3=+ΔR; ΔR2=ΔR4=-ΔR时,全桥的输出为半桥的两倍,也即全桥的灵敏度为半桥的两倍。因此,为提高测力仪的灵敏度,即电桥有较大的输出,我们在设计测力仪时采用了等臂全桥的测量电路。
2.3 量程放大器
把传感器输出的信号一般为μv— mv级,放大到模数转换器所能接收的统一电平0—5V。
2.4 多路开关
把数控车床切削过程中由传感器变换后的各路的电信号与A/D相连,以便进行A/D转换,这样既可节省设备,又不至于使各个被测参数之间互相竞争。多路开关每次闭合的通道号由程序控制。
2.5 采样保持电路
由于现场所测的切削力是连续变化的,而单片机采样却是断续的,为了使参数未被采样时仍能维持原来的数值,所以需要增加一采样保持电路,我们采用了大规模集成电路芯片LF398。
2.6 A/D转换器
把测力传感器输出的模拟电压变成数字量,我们选用的是ADC0809八位A/D转换器,他的转换方法为逐次逼近法。在A/D转换器的内部含有一个高阻抗斩波稳定比较器,一个带有模拟开关数组的256R分压器,以及一个逐行逼近的寄存器。八路的模拟开关可由地址锁器和译码器控制,可以在八个通路中任意访问一个单边的模拟信号。
2.7 显示切削力
A/D转换器虽然将测力传感器输出的模拟电压值转换为数字量,但是它并不是实际数控车床切削力的值,要得到真正的切削力的值还需进行以下两步工作:静态标定和标度变换。
静态标定:就是通过实验建立测力传感器输出电压与切削力之间的关系曲线和数学模型。
标度变换:就是将A/D转换器转换后的00H—FFH数字量再转换为实际的切削力的值。
以上两步工作进行完毕后才能在单片机LED上显示出数控车床实际的切削力的值。以便数控车床操作人员进行监视和管理生产等。
3 系统软件设计
系统的主程序框图见图3,系统软件包括:动态显示程序、A/D采样程序、标度变换程序和中断服务程序等。
中断服务程序主要是利用定时器中断产生的时标,对LED数码管进行动态刷新显示。
3.1 A/D采样程序
本程序分主程序和中断服务程序两部分。主程序用来对中断初始化,给ADC0809发启动脉冲、送模拟量路数的地址、动态显示、监控报警等。中断服务程序用来接收A/D转换后的数字量和判断一遍采样完成否。
图3 系统主程序框图

图4 标度变换子程序框图

部分参考程序如下:
主程序:ORG 0A00H
MOV R1,#30H;输入数据区起始地址
MOV R4,#03H;模拟量总路数送R4
MOV R2,#00H;IN0地址送R2
SETB EA
SETB EX0
SETB IT0
MOV R0,#0F0H
MOV A,R2
MOVX @R0,A
SJMP $ ;等待中断
中断服务程序:
ORG 0003H
AJMP CINT1
ORG 0100H
CINT1: MOV R0,#0F0H
MOVX A,@R0
MOV @R1,A
INC R1
INC R2
MOV A,R2
MOVX @R0,A
DJNZ R4, LOOP;若未采集完3路,则转LOOP
CLR EX0; 若采集完3路,则关INT0中断
LOOP: RETI
END
3.2 标度变换子程序框图
由实验结果得知,本系统由A/D转换成的数字量与数控车床切削力的值呈线性关系。因此,标度变换的数学公式为:
Ax=A0+(Am-A0)(Nx-No)/(Nm-No)
A0 ── 一次测量仪表的下限
Am ── 一次测量仪表的上限
Ax ── 实际测量值
N0 ── 仪表下限所对应的数字量
Nm ── 仪表上限所对应的数字量
Nx ── 测量值所对应的数字量
为了使程序简单,一般把被测参数的起点A0(输入信号为0)所对应的A/D转换值为0,即N0=0,这样公式变为:
Ax= Nx/Nm(Am-A0)+A0
该系统标度变换子程序框图如图4所示。
4 结束语
应用单片机测量数控车床切削力,实现了生产过程中连续自动采样、实时显示、过载报警,以便操作人员进行监控和管理生产,有效地防止了因切削用量过大而损坏数控车床的现象发生。本系统也可经改进后移植到需限载的其他领域中应用。