1 PLC技术
PLC即可编程控制器(Programmable Logic Controller,PLC),自1969年入世以来,逐渐成为了使用最多、应用最广的工业控制器,目前已有多个分支。PLC控制由中心处理单元CPU、存储器电源单元等组成,抗干扰能力强。其是采用一类可编程的存储器,专为工业现场应用而设计,是微机技术与传统的继电接触控制技术相结合的产物,克服了继电控制系统的接线复杂、功耗高以及灵活性差的缺点,同时又照顾到了维修人员的习惯,能够灵活地应用于生产实践中。
传统的继电器控制技术采用硬件接线实现,若是产生故障,不便于进行维修,PLC控制则采用存储逻辑,以程序的方式存储在内存中,若是发生故障,只需检查程序即可。PLC内部可编程的结构主要包括编程器、输入输出单元、用户程序存储器、系统程序存储器以及中央处理单元。
从控制速度上看,传统的继电器控制技术由于实现控制需依据机械动作,因此工作效率较低,速度较慢,在ns量级且在操作过程中易出现抖动现象,有可能造成电器损坏。PLC由于是由程序进行控制,速度相比传统继电器控制技术快,一般速度在μs量级,且在控制时不会出现抖动现象。
在延迟控制中,传统的继电器控制技术依靠设备的滞后性实现,定时精度较差,在操作时不易调整时间。而PLC监视控制是时钟脉冲由晶体振荡器引起的,可操控时间,且精度较高。PLC控制虽与微电脑技术相似,但工作方式却不同。PLC技术采用循环扫描,而微机则采用键盘扫描,图1是PLC技术的工作扫描方式。

图1 PLC扫描过程
2 电机三相异步正反转控制电路的设计
在众多的操作系统中均要求电动机能够实现正反转给操作,从电动机的工做原理中可知,需将三相电源中的任意两个进行对调,就能实现电动机的反向运转,因此电动机实现正反转的实质便是电源进线的调换。但若仅调换进线,容易导致电源短路,因此必须设置互锁,图2是三相异步电动机正反转的原理设计图,图中KM1和KM2均是交流接触器主触头,当KM1吸合时,KM2交流接触器主触头就会断开,然后便可实现电机的正转。若是断开交流接触器主触头KM1,KM2就会吸合,此时电动机则会实现反转,图中的FU1主要用于防止电源短路,圆形代表电机M。
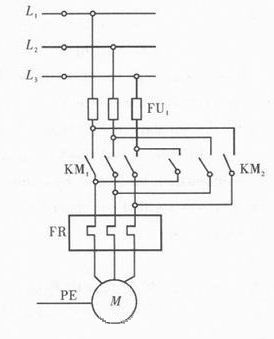
图2 三相异步电动机正反转的原理设计图
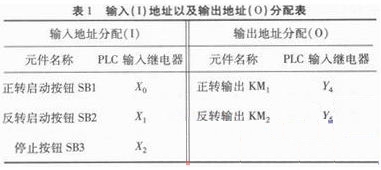
由上图可知,PLC程序在使用中软件互锁功能并不可靠。因此,需在硬件总添加互锁,地址分配表如表1所示,除了在硬件中添加互锁外,还需做一个热保护装置。
表1 输入(1)地址及输出地址(0)的分配表
根据所设计的设备具体功能与需求画出PLC梯形图,梯形图如图3所示。然后对其进行解析,即可得到编程程序代码。
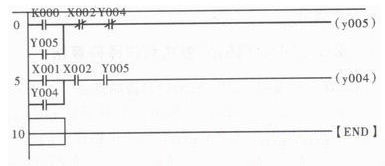
图3 梯形图
设计得到的程序如下:
0 LD X000
1 OR Y005
2 ANI X002
3 ANI Y004
4 OUT Y005
5 LD X001
6 OR Y004
7 ANI X002
8 ANI Y005
9 OUT Y004
10 END
在图3梯形图中,PLC外部按钮所控制的常开触点主要是左母线的第一等级以及第二等级的X001触点和X002触点,只需按钮便可使得X000或X001任意一个常开触点闭合,输出继电器Y005或继电器Y004就能通过相应线路形成闭合回路,进而使常开接触点Y005或Y004实现自锁功能同时实现电动机的正反转。停止通过PLC外部的按钮实现,按钮通过释放X002常开接触点,使得继电器断电引发电动机停止运转。
3 结束语
论文进行了电机三相异步正反转控制电路的设计,实验证明本设计能较好地实现点击的正反转控制,但在控制中仍存在需改进的地方,如自动化程度不高,在实际操作中仍有较多不便。