基于光机电技术和控制理论,以TMS320LF2407A 数字信号处理器为核心,建立了一种数字式的传感器制备系统。根据传感器制备系统的机械原理、总体结构和各个组成部分的实现方式,提出了基于TMS320LF2407A 的控制系统的设计与实现。
在分析血糖时,配置相关的一系列溶液,通过给金针或银针按照特定的流程与方法镀上溶液膜,一段反应时间后形成传感器特性。为了达到自动化生产的目的,需要考虑相应的机械动作的实现方式、精确度、速度和位置要求等;由于生产过程中4 个溶液槽装有不同的配置溶液,需要根据临时的状况人为地调整、控制每种溶液的镀膜次数,所以,把整套系统分为4 个独立的子系统,它们的机械动作和实现要求完全一样。
系统的动作主要分为上下和前后位移,由于镀膜过程中要求传感器进出膜孔板的长度与时间都有相关的要求,考虑到生产时间的高效性,所以,采用变速的方式实现整个生产过程。机械部分通过步进电机带动滚珠丝杠和导轨完成, 电子部分则采用TMS320LF2407A 实现对步进电机的控制。
机械设计原理
脉冲当量的确定
采用的脉冲当量为0.005 mm/ 步,若步进电机以1kHz 频率工作,则1ms走一步,工作台1s移动的距离为5mm.
确定步进电机的型号并验算
系统选择的是混合式步进电机,根据系统参数可计算出等效转动惯量和负载转矩。为了使步进电机获得良好的启动能力和较快的响应速度,转动惯量和转矩匹配条件分析为
J el/ Jm ≤4 , Tel/ Tmax ≤0.5
式中: J el为负载转动惯量,kgm2 ; Jm 为步进电机自身的转动惯量,kgm2 ; Tmax为步进电机的最大静转矩,Nm; Tel为负载等效力矩,Nm.
控制系统的设计与实现
控制系统结构框架见图1。每个子系统都有4 键的键盘控制,功能分别为启动、换板- 上升、换板- 下降、复位。
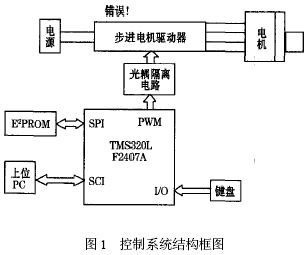
用LF2407 控制两个步进电机,其事件管理器共可以产生16 路PWM 脉冲,而每个步进电机需要2 路PWM,一路用于转向控制,一路用于步进控制。
通过LF2407 的SPI 口与E2PROM 通信,可以保证电机在掉电过程中不丢失信息,具体方法为每次中断时通过SPI 向E2PROM 中写入相应的电机控制参数,上电时bootlader 即可,而且电机驱动器有相位记忆功能,这样就可以保证电机在掉电后的正常运行。
考虑系统运行过程中的一些突发事故, 利用PDPINTA/ B 引脚,连接一个光电隔离TPL521 ,就能实现过电流保护等故障保护功能。
由于系统中对步进电机的速度控制有一定要求,故需细分以保证平稳,采用SVPWM方法实现。
系统软件设计
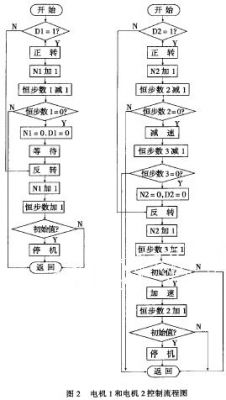
程序由6 大功能模块组成,分别为初始化模块、PWM设置模块、键盘扫描块、键盘服务模块、电机控制模块、SPI 收发模块。电机控制模块如图2 所示,由于步进电机的运行频率低于最高启动频率,所以,不必考虑加减速控制;中断为定时器周期中断。这样,每次周期中断调用一次电机控制模块,实现对步进电机的速度、启动与停止的控制。
结论
系统采用单片TMS320LF2407A ,充分利用了DSP丰富的片内资源和高速运算能力,保证了系统控制的实时性,有效地简化了硬件设计。