波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。以前的是采用锡铅合金,但是铅是重金属对人体有很大的伤害。于是促生了无铅工艺,采用*锡银铜合金*和特殊的助焊剂,且焊接温度的要求更高的预热温度。
什么是回流焊
回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。
由于电子产品PCB板不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。起先,只在混合集成电路板组装中采用了回流焊工艺,组装焊接的元件多数为片状电容、片状电感,贴装型晶体管及二极管等。随着SMT整个技术发展日趋完善,多种贴片元件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用。
波峰焊和回流焊顺序
波峰焊和回流焊工艺顺序,其实从线路板组装原理顺序就知道,组装原理是先组装小元件再组装大元件。贴片元件比插件元件小的多,线路板组装是按照从小到大组装顺序,所以肯定是先回流焊再波峰焊。下面来给大先分享下回流焊和波峰焊的工艺流程。
回流焊接工艺流程:

回流焊加工的为表面贴装的板,其流程比较复杂,可分为两种:单面贴装、双面贴装。
A,单面贴装:预涂锡膏 → 贴片(分为手工贴装和机器自动贴装) → 回流焊 → 检查及电测试。
B,双面贴装:A面预涂锡膏 → 贴片(分为手工贴装和机器自动贴装) → 回流焊 →B面预涂锡膏 →贴片(分为手工贴装和机器自动贴装)→ 回流焊 → 检查及电测试。
波峰焊工艺流程:
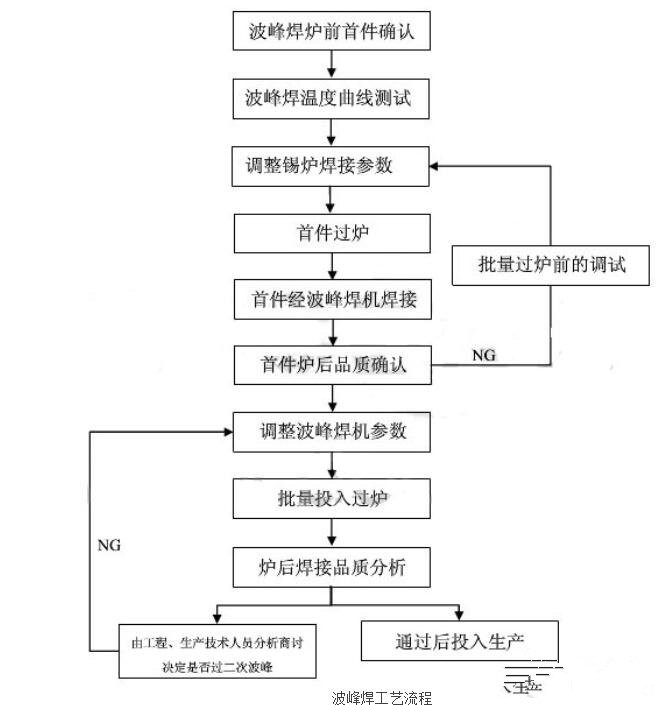
将元件插入相应的元件孔中 →预涂助焊剂 → 预烘(温度90-1000C,长度1-1.2m) → 波峰焊(220-2400C) → 切除多余插件脚 → 检查。
回流焊接的贴片元器件都是比较小的引脚贴装在线路板上的元器件,波峰焊接的都是比较大的有引脚的插件元件,插件元件是插装在线路板上占用的空间相对比较大。如果先波峰焊工艺,那么贴片元件的回流焊接工艺就法完成。按照线路板元件组装顺序,是先回流焊再波峰焊。