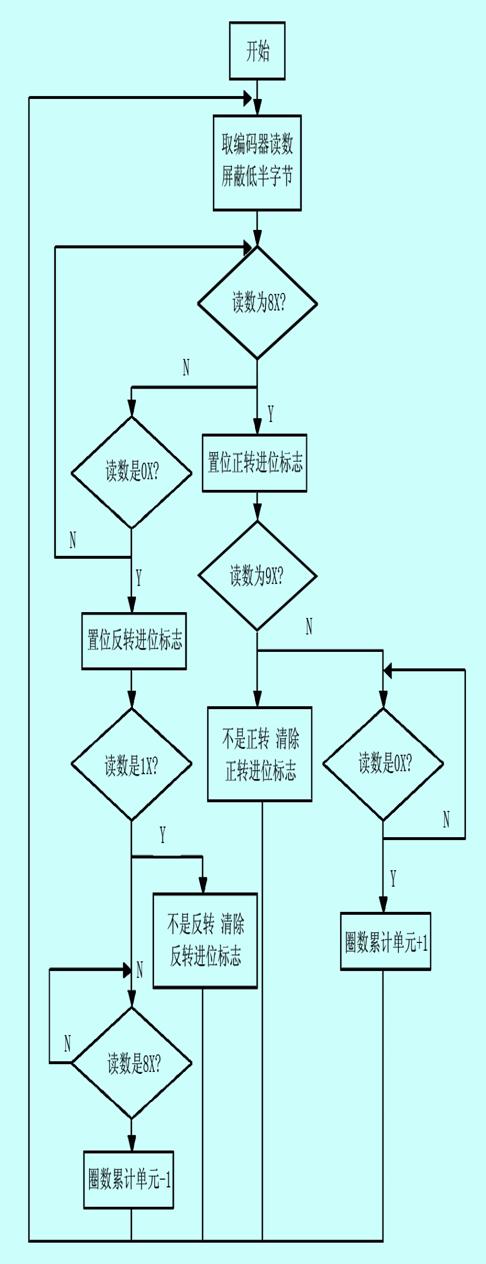
图1 方向判定流程图
图2是编码器过零读数图。当编码器由正向过零时,在过零前的读数值为8X,过零后的读数值为0X;当编码器反向过零时,在过零前的读数值为0X,过零后的读数值为9X,根据单转绝对值型编码器读数的这一特征,通过检测过零前后的变化情况,即可决定累计圈数是加一还是减一。
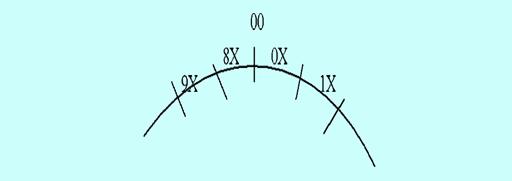
图2 编码器过零前后读数示意图
3.3 简单友好的人机接口功能
TD200文本显示器是功能比较简单的人机接口设备,如何把它的功能充分开发出来,并进行合理应用,是开发过程中重点考虑的问题。机械设备控制点的设定是在TD200文本显示器上进行的,使用MicroWIN STEP 7 V3.2E编程软件中的TD200向导,为TD200编程,根据控制点数量,设定文本显示的条目数。在每一条目中,输入相应控制点的汉语显示文本以及要求确认的提示。在S7-200中编制相应程序,在TD200上实时显示设备位置,如果用户认为某一点可作为一个控制点,只需在TD200上按“ENTER”键,PLC把该点的位置读数存入内存,作为控制点位置比较值,当机械运动过程中,位置检测值等于存储的比较值时,对应的Q点输出一个控制信号,控制机械的启停或速度。所有控制点均按上述方法设定。本系统可以根据需要增加控制点,只需选配相应的输出模块即可,如不扩展,本系统可支持8个控制点,对于一般运动机械的位控已经够用。
3.4 设备位置数据连续跟踪
运动机械在整个行程上,减速机可能转动若干圈,编码器也随动同样的圈数,PLC必须能够对圈数进行累计,以在整个行程上跟踪运动位置。现在采用的单圈编码器加软件圈数累计的方法,兼顾了成本和精度,但存在一个问题,如果在系统掉电时圈数的累计值不能保持,则一旦重新上电,定位就会产生混乱,设备可能误动作,不但不能发挥绝对值编码器掉电保持的优点,而且后果严重。问题的解决是基于S7-224一个重要功能:CPU224的内存掉电保持时间最小为190小时,可以保证系统掉电后,圈数计数值不丢失,重新上电后,定位功能不受影响。
3.5 故障判定与保护
本系统可对系统本身和机械设备的故障类型进行判定,不同故障有相应的判定规则:
如PLC判断机械为正转,而从机械的电气控制回路反馈来的信号为反转,则判断为机械故障;如PLC的位置读数有变化,而从机械的电气控制回路反馈来的信号没有运转,则判断为机械故障;如PLC的位置读数没有变化,而从机械的电气控制回路反馈来的信号有运转信号,则判断为系统故障等。当故障出现时, 系统强制用户设定的第一个和最后一个位置控制点对应的Q点输出高电平,强制设备停机。一般推荐这两个点为上下极限点。用户可以屏蔽这一保护功能。
4.1 彻底解决机械主令缺陷
与传统机械主令控制器比较,数字化数据处理,无触点输出,彻底解决了机械主令控制器噪音大、精度低、故障多的缺点,成为机械主令的替代产品。
4.2 系统具有可扩展性
机械主令控制器控制点数固定,无法扩展,智能位控系统点数可从8点扩展到256点。最多可有7个I/O扩展模块。系列化产品可为设备量身定做,具有良好的通用性。
4.3 系统具有二次开发与应用的特性
系统软硬件均具有二次开发与应用接口,使用领域不仅局限于最终用户,而且考虑到本系统用于与其他设备成套的特殊需求,预留了与其他机电设备的电气和机械接口。用户可以自主改变系统的应用机械。
结束语:该系统已在六项工程项目中使用,累计使用20套。系统性能稳定,工作可靠,近于免维护状态。系统使用范围广,具有良好的可移植性和可扩展性。系统定位精度高,在替代机械式主令控制器后,生产效率和设备开机率明显提高;系统人机对话功能简单灵活,维护效率提高。该系统故障率极少,所有信号处理及联锁控制均由PLC完成,系统结构紧凑,电气线路简捷、可靠,查故障和解决故障的时间明显减少,减少了不安全因素,提高了劳动生产率,改善了工作人员的工作环境,减轻了工作人员的劳动强度,取得了显著的社会经济效益。