电焊机工作原理方框电路图
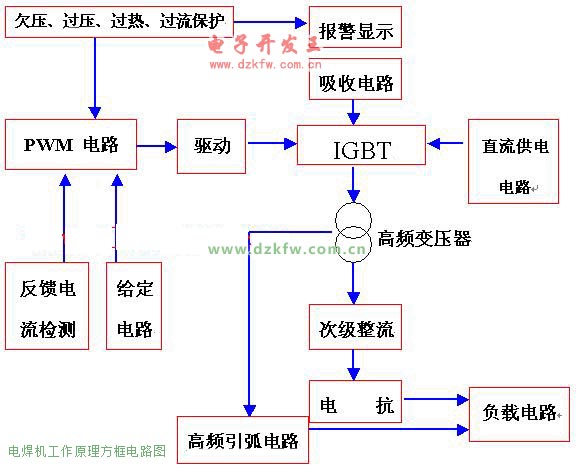
电焊机工作原理的工作原理
要说焊机的工作原理,我们顺便一起说说焊机的变更历史。
1、由于技术的革新和用户对焊接质量的要求不断提高,焊机进行了多次改进。
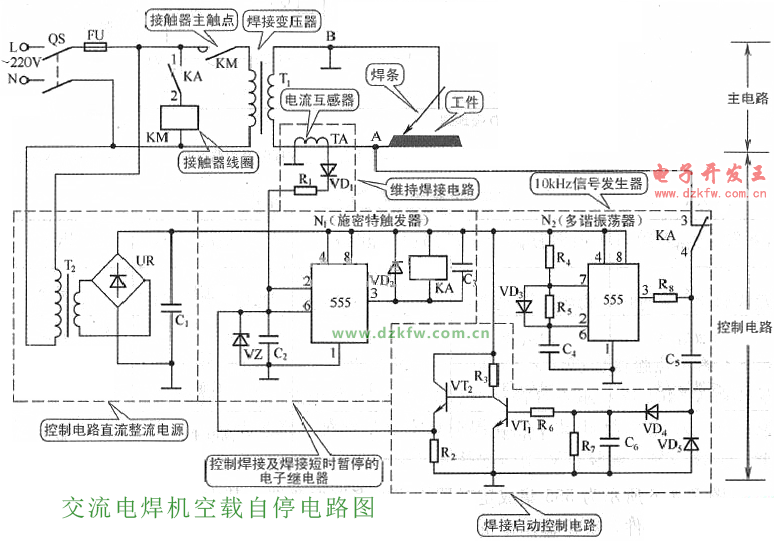
2、最初的焊机是交流焊机,主要部件就是一个工频变压器,用变压器降压产生一个隔离的低压大电流的交流焊接电源,用于基础的金属焊接。
3、在后来的焊接中,发现在变压器的输出端增加一组整流器,将电弧变成直流后的焊接效果在多数情况下都优于交流电弧,所以第一代直流焊机应运而生。
4、在此基础上,设计人员根据用户的需要,又将电路进行了改进,使焊机具有了电流调节功能,适应了各种大小厚薄工件的焊接,这样就诞生了可控硅整流类型的焊机。
5、以上几种焊机在多年的运用中,用户又提出设备笨重、移动不变、效率低下等问题。我们的技术人员就将逆变技术引入了焊机的设计中,其中可控硅逆变式焊机在上世纪90年代引领风骚。(注:可控硅逆变焊机采用的是变频控制,频率一般从几百赫兹到几千赫兹。)
6、逆变技术在焊机中的应用原理:先将交流供电通过整流桥变为直流电源,再送入功率电子开关,经过切换,将直流变为低压交流,这个过程就是逆变。最终将低压交流再整流后输出直流,就可进行焊接,这个过程用字母表示为:AC-DC-AC-DC
7、在上世纪90年代末,新型的脉宽调制方式的逆变焊机开始逐渐走向市场,其中以场效应管或IGBT等作为功率电子开关的逆变焊机作为主导机型流传至今。
8、我们主要说下以IGBT作为功率电子开关的逆变手工弧焊焊机工作原理。
见下图
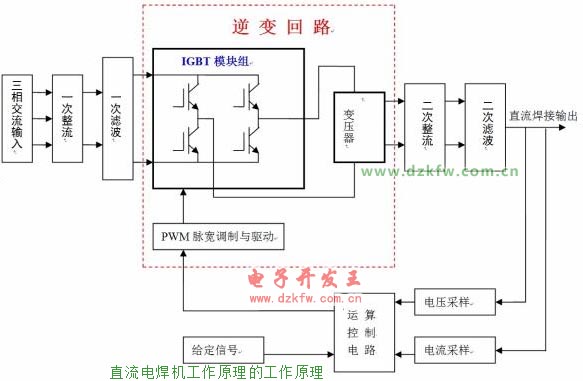
原理分析:三相电经过空气开关后进入设备,首先经过三相整流桥进行第一次整流,送入滤波器平滑波形,再送入逆变回路,产生一个约20KHz的交变电流,之后经过输出整流模块进行第二次整流、滤波,输出到焊接端。
在输出端分别进行电流、电压采样后,送入的运算控制电路与给定信号进行运算,输出信号至脉宽调制器,信号经驱动电路放大后送入电子开关(IGBT模块组)。最终,整个电路形成闭环控制,得到一个稳定的焊接电流运用于焊接。
9、手工弧焊焊机为陡降特性焊机,即焊接输出电流在额定最大输出电压范围内为恒流特性。当焊接电压超过最大额定输出电压时,输出电流将逐渐减小。恒流范围内的焊接电压与电流关系为:U=20+0.04*I
10、二氧化碳焊机为平特性焊机,即焊接输出电压在额定最大输出电流范围内为恒压特性。恒压范围内的焊接电压与电流关系为:U=14+0.05*I
11、氩弧焊焊机为陡降特性,电流电压关系为:U=10+0.04*I