新手学习电焊,首先要知道什么是熔池,能分清铁水与药皮,如果说这几点分不清楚的话,说严重点,你就是学一辈子电焊,你也是学不出来的,永远当不了师傅!
为了让大家能快速的学会这些,我特地详细的给大家介绍一下,什么是熔池,怎么才能快速的学会分清铁水与药皮。
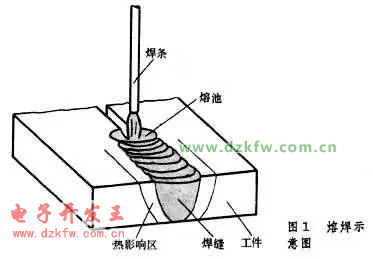
熔池就是焊条与工件之间,产生的电弧,焊条末端正对的下方就是熔池,下图所示:
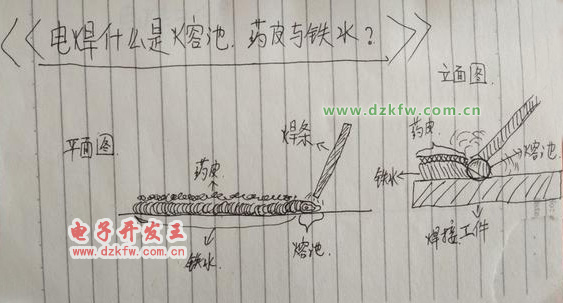
上图呢里面画的很详细,大家可以一眼就可以看清楚,一个平面图,一个立面图。
在焊接中焊条融化,形成的焊道,焊接时仔细看一下熔池的部分,上面浮动游走的,颜色发暗一点的就是药皮,下面覆盖的就是铁水,颜色微红比较亮,这两者呢随着焊接时焊条的移动,焊件的降温,就形成了焊道。
等到大家把这几点弄清楚了以后,再根据铁水成型的变化,而知道电流的大小,而变变化焊条角度,而变化运条手法等。
这就是学电焊最基础的东西,也是学好电焊最最重要的条件!
熔池温度,直接影响焊接质量,熔池温度高、熔池较大、铁水流动性好,易于熔合,但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。
熔池温度低时,熔池较小,铁水较暗,流动性差,易产生未焊透,未熔合,夹渣等缺陷。
熔焊时,流经焊件回来的电流就称作焊接电流。焊条直径则是指填充金属棒的断面尺寸。从简单的方面讲,能否适当的熔化焊条由通过的电流决定。
电流太小,很难引弧,焊条容易粘在焊件上,鱼鳞纹粗,两侧融合不好;电流太大,焊接时飞溅和烟雾大,焊条发红,熔池表面很亮,容易烧穿、咬边;
电流合适,容易引燃且电弧稳定,飞溅很小,能听到均匀的劈啪声,焊缝两侧圆滑的过渡到母材,表面鱼鳞纹很细,焊渣容易敲掉。而在其应用方面,又有着复杂的关系。
扩展资料
运条方法:
焊条沿轴线向熔池方向送进使焊条熔化后,能继续保持电弧的长度不变,因此要求焊条向熔池方向送进的速度与焊条熔化的速度相等。
如果焊条送进的速度小于焊条熔化的速度,则电弧的长度将逐渐增加,导致断弧;如果焊条送进的速度太快,则电弧长度迅速缩短,焊条未端与焊件接触发生短路,同样会使电弧熄灭。